FaceLCD Hong Kong Limited
Tel: +8615818692944
E-mail: sales@facelcd.com
Address: 13F, Buiding B, Colorful Tech Park, Guanlan High tech park, Longhua Dist, Shenzhen,China ZIP code 518100
You are here: Home > Technology >
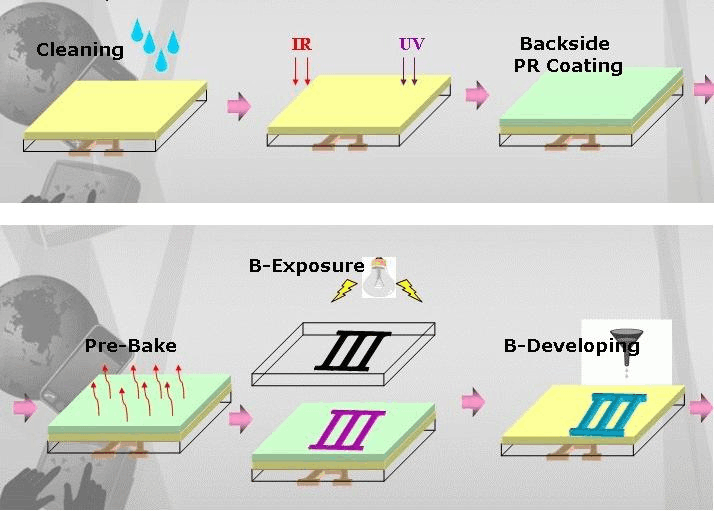
In touch panel manufacturing, ITO photolithography (yellow light process) and ITO screen printing (including printing on gypsum substrates) are two key technological approaches with significant differences in principles, applications, and performance. Below is a detailed analysis and comparison:
Principle: Uses photolithography to etch precise circuit patterns on ITO (indium tin oxide) conductive films, involving steps such as coating, exposure, development, and etching.
Features:
Applications: Smartphones, tablets, and other high-end touchscreens.


Principle: Conductive ITO paste is screen-printed directly onto substrates (e.g., gypsum, glass, ceramics) and sintered to form conductive traces.
Features:
Applications: Home appliance control panels, industrial touch devices, decorative touch interfaces (e.g., smart home gypsum panels).
| Aspect | ITO Photolithography | ITO Screen Printing (Gypsum) |
| Precision | High (<10μm) | Low (>50μm) |
| Conductivity | Excellent (low sheet resistance) | Moderate (higher variability) |
| Transparency | >90% | Lower (paste-dependent) |
| Substrate Compatibility | Flat films/glass only | Versatile (gypsum, ceramics, etc.) |
| Cost | High (equipment, masks) | Low (simple process) |
| Production Speed | Slow (multiple steps) | Fast (single-step printing) |
| Typical Use Cases | High-end consumer electronics | Mid-to-low-end, customized products |
Special Considerations for Gypsum Substrates
Technology Selection Guidelines
These two processes are complementary, serving different market needs. In the future, emerging technologies like nano-silver screen printing may further bridge the gap between them.